
圖例
光皮帶輸送機.jpg")
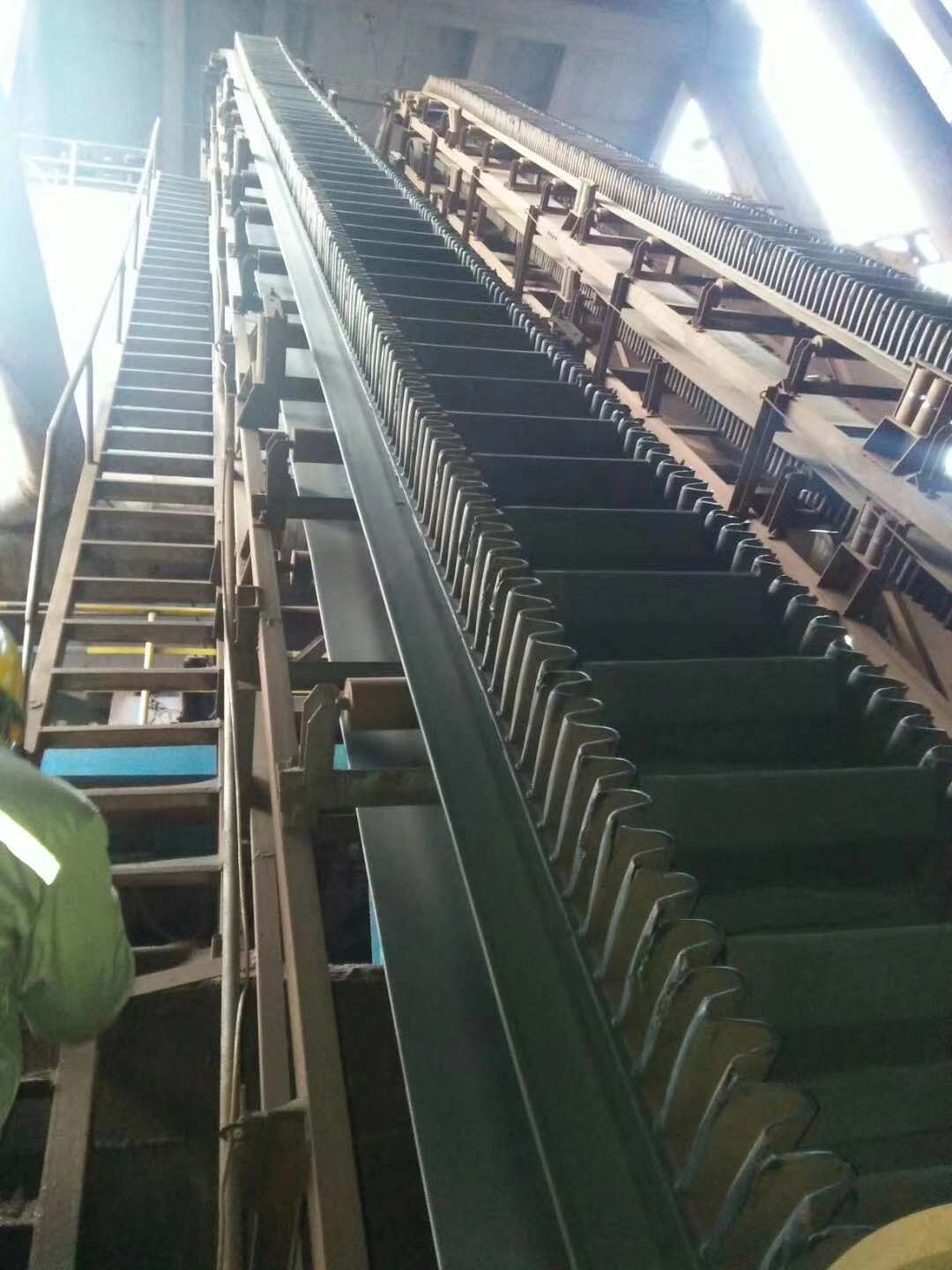
一、壽光皮帶(dài)輸送機安裝機架
皮帶輸送機從機頭開始安裝,然後(hòu)順(shùn)次安裝各節中間(jiān)架,最後裝設尾架。在皮帶輸送機安裝機架之前,首先要在皮帶輸送機的全長上(shàng)拉引中心線,因保持皮帶輸送機(jī)的中心線在一條直(zhí)線上是輸送(sòng)帶正常運行的重要條(tiáo)件,所以在安裝各節機架時,須對準中心線,機架對中(zhōng)心線的允許誤差(chà),每米機長為±0.1mm。但在輸(shū)送機全長上對機架中(zhōng)心的誤差不得超過(guò)35mm。當全部單節安設並找準之後,可將各單(dān)節連接起(qǐ)來。
二、皮帶輸送機安裝驅動裝置
皮(pí)帶輸送(sòng)機安裝驅動裝置(zhì)時,須注(zhù)意使皮帶輸送機的傳動軸與輸送機的中心線垂(chuí)直,使驅動滾(gǔn)筒的寬度的中(zhōng)央與輸送機(jī)的中心線重合,減(jiǎn)速器的軸線與傳動軸(zhóu)線平(píng)行。同時,所有軸和滾筒都應找平。軸(zhóu)的水平(píng)誤差,根據輸送機的寬窄(zhǎi),允許在0.5-1.5mm的範圍(wéi)內(nèi)。在安裝驅動裝置的同時,可以安(ān)裝尾輪等拉緊裝置,拉緊裝置的滾筒(tǒng)軸線(xiàn),應與皮壽光帶式輸送機的中心線垂直。
三、皮帶輸送機安裝托輥
在機架、傳動裝置和拉緊裝置安裝之(zhī)後,可(kě)以安裝上下托輥的托(tuō)輥架,使輸送帶具有緩慢變向的彎弧(hú),彎轉段的托滾架間距為正常托(tuō)輥架間距的1/2~1/3。托輥安裝後(hòu),應使其回轉靈活(huó)輕快(kuài)。
四、皮帶輸送機機架(jià)固定,給料卸料裝置
將機架固定在基礎或樓板上。皮帶輸送機固定以後,可裝設給料(liào)和(hé)卸料裝(zhuāng)置。
五、皮帶(dài)輸送機掛設輸送帶
先將輸送帶帶條鋪在空載段的托輥上,圍抱驅動滾筒之後,再敷在重載段的托輥上。
六(liù)、皮帶輸(shū)送機安裝後試(shì)機
皮帶輸(shū)送機安裝後,需(xū)要進行空轉試機。在空轉試機中,要注意輸送帶運行中有無跑(pǎo)偏現象、驅動部分的運(yùn)轉(zhuǎn)溫度、托輥運轉中的活動情況、清(qīng)掃裝置和導料板與輸(shū)送帶表麵的接觸嚴密程度等,同(tóng)時要進行必要的調整,各部件都正常後才可以進行帶負載運轉試機。
因此要想確保皮帶輸送機的安裝質量達標(biāo),那麽輸(shū)送機(jī)的整個安裝過程都不能出錯(cuò),這(zhè)樣才能更好地確保設備的安裝質(zhì)量(liàng)。再就(jiù)是在安裝好設備(bèi)之後,一定要做好(hǎo)詳細的質量驗收檢查、試運行等等,這樣才是雙重保障(zhàng)。
 掃一(yī)掃
掃一(yī)掃